Лепљење призми – најчешће коришћена метода лепљења сочива
Опис производа
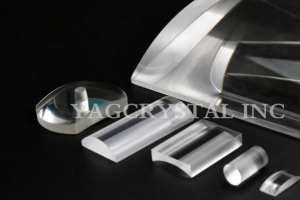
Уобичајена метода лепљења сочива је метода лепљења оптичким лепком, која се брзо лепи под дејством ултраљубичастих зрака. Често се два или више листова сочива лепе заједно: два конвексна сочива и два конкавна сочива са супротним R вредностима и истим спољашњим пречником се лепе заједно лепком. Залепите, а затим преклопите лепљену површину конвексног сочива и лепљену површину конкавног сочива. Пре него што се УВ лепак стврдне, ексцентричност сочива се детектује оптичким инструментом за детекцију као што је мерач ексцентричности/центрометар/мерач центрирања, а затим се претходно стврдне јаким УВ зрачењем УВЛЕД тачкастог извора светлости. На крају се ставља у УВЛЕД кутију за стврдњавање (може се користити и УВЛЕД површински извор светлости), а зрачи се слабим ултраљубичастим светлом дуго док се лепак потпуно не стврдне и два сочива чврсто не залепе.
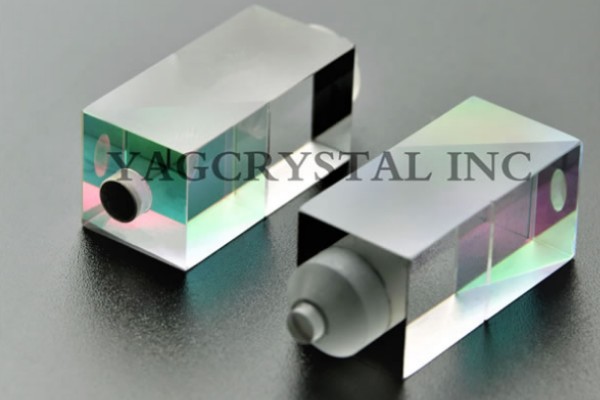
Лепљење оптичких призми је углавном да би се оптичким компонентама омогућило побољшање квалитета слике оптичког система, смањење губитка светлосне енергије, повећање јасноће слике, заштита површине скале и додатна оптимизација процеса обраде како би се испунили захтеви дизајна.
Лепљење оптичких призми се углавном заснива на употреби стандардног лепка оптичке индустрије (безбојног и провидног, са пропустљивошћу већом од 90% у наведеном оптичком опсегу). Оптичко лепљење на површинама оптичког стакла. Широко се користи за лепљење сочива, призми, огледала и завршавање или спајање оптичких влакана у војној, ваздухопловној и индустријској оптици. Задовољава војни стандард MIL-A-3920 за материјале за оптичко лепљење.
Карактеристике
Оптичка призма Да би се осигурала оптичка и механичка својства оптичких делова добијених лепљењем, слој лепљења треба да испуњава следеће захтеве:
1. Транспарентност: безбојна, без мехурића, без длачица, честица прашине, водених трагова и уљне магле итд.
2. Лепљени делови треба да имају довољну механичку чврстоћу, а слој лепка треба да буде чврст без унутрашњег напрезања.
3. Не би требало да буде површинске деформације и да има довољну стабилност против утицаја температуре, влажности и органских растварача.
4. Гарантовати паралелну разлику и разлику дебљине чекања цементиране призме, осигурати грешку центра цементираног сочива и осигурати тачност површине цементираног дела.